TWI, c’est générer et mettre en œuvre des idées d’amélioration, de productivité, de simplification des méthodes, par les opérateurs eux-mêmes, en éliminant l'inutile, simplifiant le travail et en renforçant la sécurité, tout en valorisant les individus sur leur poste de travail.
"Les opérateurs n'ont ni à travailler plus durement, ni plus vite"
SOMMAIRE
Productivité, TWI, Training within Industry, learning by Doing, Job Instructions Training, Job Methods Training, Job Relations Training, Kaizen
1 - Comment Améliorer votre Productivité de 20 à 30 % de façon simple et remarquablement efficace
2 - Les 5 besoins de l'Encadrement pour exercer de façon efficace ses Responsabilités
3 - Les 4 Principes qui sont à la base du Programme TWI
4 - Les 3 Modules de Formation Standard
5 - Job Methods Training
1 - "COMMENT AMELIORER VOTRE PRODUCTIVITE DE 20 à 30 % DE FAÇON SIMPLE ET REMARQUABLEMENT EFFICACE"
(Traduction progressive de documents que j’ai ramené des Etats-Unis après un long travail de recherche aux Archives Nationales de WASHINGTON et des bibliothèques de NEWYORK et de COLUMBIA UNIVERSITY.
L'ECOLE DES MINES de Saint-Etienne a scanné, sur ma proposition, l'ensemble des textes originaux évoqués ci-dessus. Elle en possède donc une copie intégrale).
"J'ai appliqué moi-même en France, à plusieurs reprises, de façon rigoureuse, la méthodologie TWI sur le terrain en usine. Je puis témoigner de sa très grande efficacité à la fois en termes de productivité et de valorisation des opérateurs sur leur poste de travail." DS
TWI a été créé, développé et mis en place de 1940 à 1944 aux USA par le gouvernement américain, avec l'appui des grandes entreprises industrielles américaines, afin de pouvoir répondre aux exigences très importantes de production industrielle pour faire face aux besoins croissants nécessités par l’effort de guerre.
TWI a été ensuite, à la fin de la guerre, apporté au Japon par le Général Mac-Arthur et est devenu le Kaizen bien connu,
Pendant la Seconde Gerre Mondiale, l’encadrement traditionnel et expérimenté ainsi que le personnel de production étant mobilisés par l’armée, les responsables industriels se trouvaient dans une situation où la main d’oeuvre était devenue rare et celle qu’il pouvait mobiliser (souvent des femmes qui n'avaient jamais travaillé en usine), était nouvelle et sans aucune qualification et expérience dans le monde industriel.
Quatre caractéristiques du contexte industriel de l’époque justifiaient le besoin de trouver de nouvelles méthodes de management (productivité et formation des hommes) :
- Une situation d’urgence pour répondre à la demande d’équipement, dans un temps très court : « faire vite »
- Une capacité de production dont il faut améliorer sans cesse la productivité afin de mieux utiliser les hommes et les machines, ce qui nécessite un effort de productivité très important (avoir des ateliers très compétitifs) : « faire beaucoup avec peu d’hommes et peu de matériels »
- Besoin d’intégrer rapidement une main œuvre non qualifiée par une formation tant de l’encadrement que des opérateurs. Et ceci, aussi bien dans l’industrie que dans les services : « faire tout de suite très bien avec des hommes ou des femmes non qualifiés, non formés et rares ». Mais, avant même d’embaucher du personnel nouveau, il convient de valoriser les savoir-faire et les compétences cachées du personnel existant qui pour la plupart, n’ont jamais été sollicité pour réfléchir à l’amélioration des dysfonctionnements.
- Et ceci, dans un cadre nécessitant d’intégrer des innovations technologiques issues des besoins d’évolution des équipements, non connues jusqu’alors : « faire avec du nouveau ».
C’est à ce challenge que TWI a essayé de répondre.
Or, ne nous trouvons-nous pas actuellement dans la même situation d’urgence pour répondre aux enjeux économiques de la mondialisation ?
En effet, aujourd’hui les clés de la réussite sont.
- le mouvement et la rapidité, la maîtrise du temps devient essentielle,
- la productivité afin de répondre aux bas coûts de la main d’œuvre des pays émergents,
- la qualification et la formation continue des hommes à tous les niveaux de la hiérarchie de l’entreprise, et,
- l’innovation tout au long de la chaîne de la valeur des entreprises.
Il existe une similitude très forte entre la situation de guerre de 40 à 44 et la situation de guerre économique mondiale que nous vivons actuellement.
Dans cette quête incontournable de productivité, est-on sûr que nos pratiques actuelles de management permettent de valoriser toutes les compétences internes du personnel.
Finalement, c’est la cohérence et l’alignement de l’ensemble de ces points qui font la performance de l’entreprise.
LES 4 CONDITIONS NECESSAIRES POUR INITIER UN CHANGEMENT ET LE REUSSIR :
1 - La formation doit procéder par découverte (Leaning by Doing) et non par explication.
2 - Il faut initier tout le monde et dans des délais très courts
3 - L'élève doit devenir "prof." Il doit faire découvrir aux autres ce qu'il a appris.
4 - La mise en oeuvre doit être immédiate et il doit y avoir un suivi des réalisations
- Compétences de formateur
L’une des responsabilités majeure de l’encadrement, à quelque niveau qu’il se trouve, est de former le personnel qu’il a sous sa responsabilité. C’est le cas aussi bien des forces de vente, que du personnel administratif que du personnel de production dans les usines. Par exemple, dans le domaine de la production où la polyvalence doit souvent être instaurée, former un opérateur sur un nouveau poste est indispensable. TWI apporte une méthodologie très rigoureuse permettant une formation rapide des opérateurs sur leurs postes, ce qui permet d’éviter les défauts de production et les déchets.
- Compétences en Amélioration Continue des méthodes et process
La recherche d’améliorations ne requière pas de génie inventif, mais il requière des attitudes de « questionnement » de la maîtrise comme des opérateurs sur chacun des postes de travail de l’atelier.
L’amélioration des process est une compétence qui s’apprend. Elle génère d’énormes économies en rendant plus productive (ou plus efficiente) l’utilisation de la main d’œuvre, des machines et des matières ou des pièces sur lesquelles l’opérateur travaille. Il est essentiel que le management soutienne cette acquisition de compétences.
- Compétences en animation et management des hommes et des équipes
Les situations d’urgence provoquent souvent des incompréhensions et des griefs qui ont tendance à se multiplier. Ceci provoque de sérieux retards et dysfonctionnements dans les programmes de travail. Il est donc important que l’encadrement apprenne rapidement à manager son personnel. T.W.I. aide le management à mettre en place cette compétence dans tout l’encadrement.
- Connaissance du champ de responsabilité dans lequel on exerce ses fonctions et des axes stratégiques de l'entreprise
Pour les collaborateurs, leur responsable incarne le management de l’entreprise. Un cadre ne peut être efficient que s’il est capable de faire passer à son personnel les axes stratégiques de l’entreprise, et la direction attend de lui qu’il fasse passer ses informations à son personnel.
- Connaissance du métier de l'entreprise comme celui de l'activité de l'atelier dont on est responsable
Le programme TWI ne peut être démarré dans une usine que si le top management, après avoir bien compris le programme, le cautionne, l’impulse, et prépare l’organisation à le mettre en œuvre, et, enfin exige des résultats tangibles.
Une étape incontournable de la mise en œuvre de TWI repose sur la formation de l’encadrement intermédiaire qui doit être convaincu de l’efficacité du programme de telle façon que la maîtrise sur le terrain comprenne l’importance de sa mise en œuvre.
Dans toutes organisations, quelque soit leur taille, toute action requière qu’une personne en soit responsable afin que les choses soient faites. Les responsables ainsi désignés doivent s‘assurer que les formations soient bien réalisées et ensuite que ce qu’ils ont appris permettent d’obtenir des résultats tangibles. TWI insiste sur le fait que les objectifs du responsable doivent être clairement définis. Ce responsable doit lui-même être formé à la méthode.
- l'effet de "démultiplication" entraîné par la formation de formateurs. Il s'agit de former des responsables qui formeront à leur tour d'autres personnes qui entraîneront des groupes de personnes à utiliser les méthodes enseignées.
- l'effet d' "échange d'expériences" résultant de la diversité des responsables composant les groupes entraînés dans chaque séminaire :
- expérimentés ou non,
- jeunes ou anciens,
- niveaux hiérarchiques différents,
- l'effet de "reproductibilité" de l'enseignement apporté par la standardisation rigoureuse des méthodes enseignées qui seront décrites de façon détaillée pas à pas dans un Manuel de l'instructeur ou du formateur,
- l'effet d' "apprentissage par l'action" (Learning by doing ou Apprendre en faisant).
"Vous devez apprendre en faisant les choses par vous-même car même si vous pensez savoir faire, vous n'en serez seulement sûrs qu'après avoir essayé vous-même."
C'est cette formule de l'apprentissage par l'action qui impose un nombre limité de participants par session.
Le Job Instructions Training (JIT), Formation de Formateurs,
Apprend à la maîtrise l’importance de former leurs équipes et comment faire.
Le Job Methods Training (JMT)
Est centré sur la façon de générer et de mettre en oeuvre des idées d’amélioration, de simplification des méthodes et de productivité par les opérateurs eux-mêmes avec l'appui de leur encadrement direct qui doit être formé pour cela. C'est le coeur de TWI.
Le Job Method Training s'appuie sur l'examen des trois types génériques de travaux qui existent au sein des entreprises:
Les flux de matières (matières premières et sous-ensembles) et les manutentions
Le travail de la machine
Le travail manuel
Les améliorations proviennent:
D'une meilleure utilisation des hommes et des machines
D'une meilleure maîtrise des flux et des manutentions
Et ceci, par:
Elimination de l'inutile
Simplification du travail
Renforcement de la sécurité
"Les opérateurs n'ont ni à travailler plus durement, ni plus vite"
Ce module n’est pas basé sur un enseignement théorique. Les participants passeront en effet la majeur partie de leur temps à réaliser et mettre en place concrètement des améliorations.
La méthodologie JMT permet, en travaillant en étroite coopération avec les collaborateurs de l'entreprise, de faire l'inventaire des risques d'accidents et en conséquence de réduire et maîtriser son risque pénal.
Le Job Relations Training (JRT)
Est basé sur le leadership et les relations humaines entre l'encadrement et son personnel
Un 4ème programme forme les responsables des relations humaines à prendre conscience qu’il existe un lien entre les problèmes de production et le fait que la formation des opérateurs sur les postes de travail n’ait pas été réalisée correctement à l’origine.
Ce séminaire doit être précédé par un séminaire de sensibilisation spécifique dédié à la Direction Générale
Chacun des trois modules précédents est structuré de la même façon :
Cinq sessions de deux heures avec dix à douze participants maximum, tous cadres ou agents de maîtrise. Avec des groupes de plus de 12 personnes, le temps serait insuffisant pour permettre un entraînement pratique individuel.
et Quatre Etapes succesives de résolution de problèmes
Les deux premières sessions de chaque module sont consacrées à l'apprentissage des méthodes et des étapes de base
Les trois autres sessions sont consacrées à l'analyse et à la solution pratique de problèmes apportés par chacun des participants. C'est là le point d'application de la méthode de l'"apprentissage par l'action" (learning by doing)
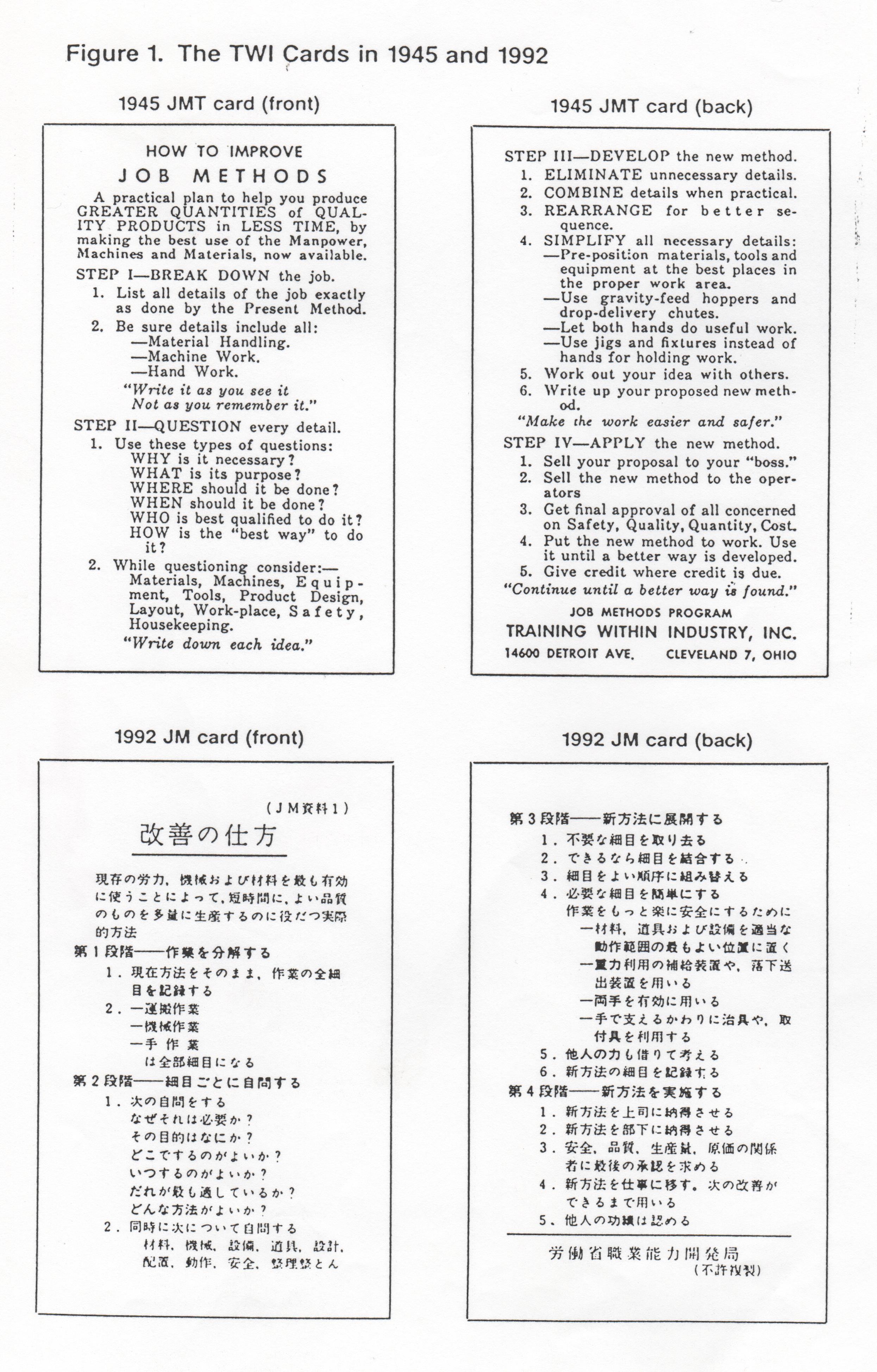
Traduction des originaux de TWI
Le Module JOB METHODS de TWI a été développé dans le but de mettre à la disposition des entreprises un séminaire permettant à l'encadrement et à la maitrise d'acquérir une expertise dans la simplification et l'amélioration des méthodes et process sur les postes de travail en s'appuyant sur les savoir-faire et les suggestions des opérateurs eux-mêmes dont les compétences et l'initiative sont ainsi mises en valeur.
Ce séminaire, court et intensif, a été concu pour permettre de produire de plus grandes quantités de produits de qualité, en moins de temps, en faisant un meilleur usage de la main d'oeuve, des machines et des matières actuellement à la disposition des opérateurs, sans chercher à ce stade à changer profondément l'implantation des postes de travail, ni à remplacer les machines existantes par des équipements nouveaux.
Il se décompose en 5 sessions de deux heures et comporte 4 étapes. Aucune d'entre elles ne peut être court-circuitée. Aucune d'entre elles n'est plus importante qu'une autre.
La première session est consacrée à la présentation des quatre étapes de la méthode. Les quatre autres sessions portent sur la mise en application pratique de la méthode par les stagiaires eux-mêmes sur des cas réels qu'ils auront sélectionnés dans l'atelier ou le secteur dont ils sont responsables
Le séminaire n'est pas basé sur un enseignemnt théorique.Les participants passeront en effet la majeur partie de leur temps à réaliser et mettre en place concrètement des améliorations, ce qui leur permettra, par la suite, de mettre en oeuvre la méthode sur les postes de travail avec les opérateurs qu'il pourront ainsi guider.
"Les Opérateurs n'ont ni à travailler plus durement, ni plus vite, mais autrement"
Les quatres étapes se dérouleront de la façon suivante:
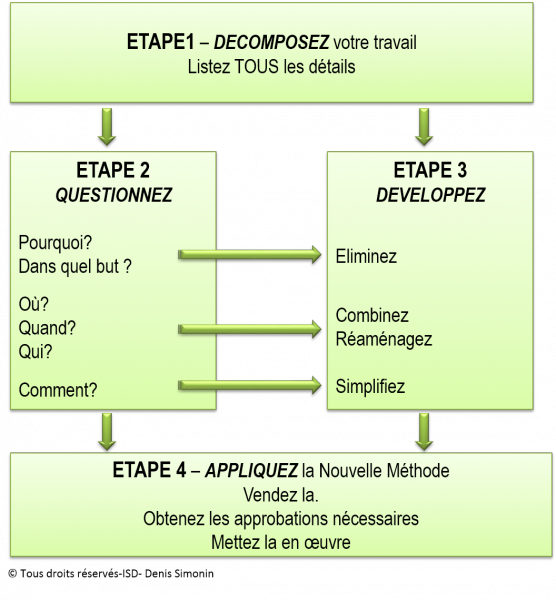
ETAPE 1 - DECOMPOSEZ VOTRE TRAVAIL
C'est le fondement de toute amélioration
"L'expérience m'a montré que les différentes étapes décrites ci-dessous doivent être réalisées par les opérateurs eux-mêmes avec l'aide de leur encadrement direct. Cette démarche est très valorisante pour les opérateurs qui sont ceux qui connaissent le mieux le poste de travail analysé, permet un échange important entre opérateurs et encadrement et est de nature à améliorer sensiblement les relations entre eux" DS
Pour cela,
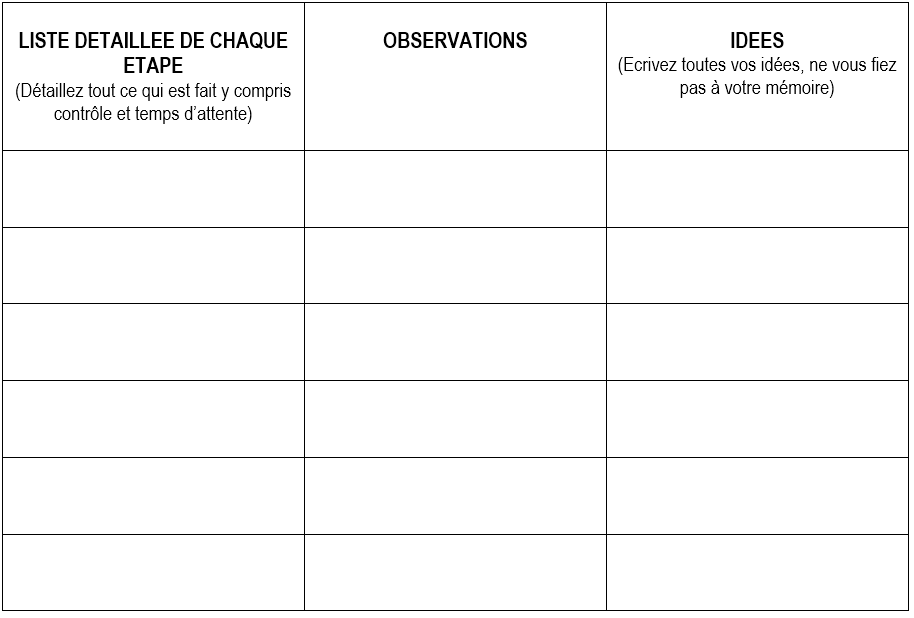
11 - FAITES LA LISTE DETAILLEE DE TOUTES LES OPERATIONS SUCCESSIVES DE VOTRE TRAVAIL,
Exactement comme vous les réalisez actuellement (y compris les opérations de contrôle et les temps d'attente). La décomposition d'une tâche en ses éléments constitutifs, détails après détails, est le point de départ et le fondement de toute amélioration
Plus la décomposition d'une tâche est détaillée et précise, plus les améliorations seront importantes et complètes.
"Ecrivez tout au fur et à mesure, comme vous le faites réellement (ou comme vous le voyez faire) et non comme vous vous en souvenez"
Cela fera ressortir beaucoup de détails auxquels vous n'avez jamais pensé. Ils vous indiqueront les besoins d'amélioration
N'oubliez aucun détail, ils ont tous leur importance.
"Un listing détaillé donne des faits. Intéressez vous aux faits, ne portez pas de jugements"
12 - ASSUREZ VOUS DE BIEN INCLURE
- Toutes les manutentions et tous les mouvements de pièces, sous-ensembles, articles de conditionnement, matières premières
- Les différentes opérations réalisées sur machine
- Les opérations manuelles
- Les temps morts
ETAPE 2 - REMETTEZ EN QUESTION CHACUN DES DETAILS DECRITS DANS L'ETAPE 1
Le succès de toute amélioration dépend de notre habileté à développer une attitude de questionnement. Nous devons remettre en question chacune des choses que nous faisons, chaque petit détail d'une tâche.
Les jeunes posent des questions pour acquérir des connaissances. Beaucoup d'entre nous, nous arrêtons trot tôt de poser des questions.
21 - SERVEZ VOUS DES SIX QUESTIONS SUIVANTES
Ces questions sont poséees dans un ordre précis. Poser la question "Comment" avant "Pouquoi" et "Quoi" serait une perte de temps si le détail analysé était considéré inutile.
Les six questions devront être posées pour chacun des détails avant de passer au détail suivant. Les réponses à ces questions nous donneront les informations nécéssaires pour réaliser des améliorations
Première Question - Pourquoi est-ce nécessaire ?
Nous posons cette question en premier pour chaque détail
Nous voulons par cette question distinguer les détails nécessaires de ceux qui paraissent inutiles ou pour lesquels nous avons un doute
C'est la question la plus importante
Elle nous donne les informations qui conduiront à des améliorations importantes si nous trouvons de nombreux détails inutiles
C'est souvent la question à laquelle il est le plus difficile de répondre correctement
Nous avons en conséquence une question de contrôle afin d'être sûr d'obtenir des réponses raisonnables et pertinentes
Deuxième Question - Quel est son but ?
Nous devons déterminer si le détail en question a un but dont l'utilité est incontestable ou contribue à la qualité du produit
Si non, nous devons reconsidérer sa nécessité
"Quel est son but ?" est la question de contrôle de "Pourquoi est-ce nécessaire?"
Au fur et à mesure que nous obtiendrons des réponses précises aux questions précédentes, des idées flash d'amélioration nous viendrons rapidement à l'esprit
Faites attention de ne prendre aucune décision immédiate sur la base d'idées d'amélioration qui vous viendraient brusquement à l'esprit
Retenez ces idées et notez les sur la feuille de décomposition des tâches
Ne décidez rien encore. Continuez à questionner. L'expérience montre qu'une idée meilleure et plus complète prend habituellement forme
Si le détail se révèle utile et nécessaire, continuez à poser les quatre autres questions
Troisième Question - Ou cela devrait-il être fait ?
Nous posons cette question pour trouver le meilleur endroit ou réaliser chacun des détails
Dans quel atelier ? Quel poste de travail ? Sur quel Machine ? Avec quel Equipement ?
Quatrième Question - Quand cela devrait-il être fait ?
Nous posons cette question pour déterminer quel est le meilleur moment pour réaliser chacun des détails
Ce détail devrait-il être fait en premier ou en dernier ? Dans quel ordre ?
Devrat-il être fait avant ou après l'un ou l'autre des détails ?
Quand seront disponibles les hommes, les machines, les matériels, équipements ou outils, nécésaires ?
Cinquième Question - Qui est le mieux qualifié pour réaliser ces opérations ?
Nous posons cette question pour trouver la personne la mieux qualifiée pour réaliser chacun des détails
Qui est le meilleur pour le "Job" d'un point de vue de l'habileté ? de l'expérience ? de la force physique ?
Sixième Question - Quel est la meilleure façon de réaliser chacun des détails et comment ?
Nous posons cette question pour tous les détails qui se sont révélés nécéssaires seulement après avoir posé les questions Ou ? Quand ? et Qui ?
Nous voulons trouver si il y a une meilleure façon de faire chacun des détails
Généralement, il y a une meilleure façon de faire, mais pour la trouver, nous devons avant tout poser la question "Comment" pour chacun des détails retenus comme nécéssaires
22 - COMPLETEZ LE QUESTIONNEMENT EN EXAMINANT
1) Les Machines et les Equipements
Les machines fonctionnent-elles à pleine capacité ?
Sont-elles entretenues régulièrement ?
Y a-t-il des problèmes de maintenance ?
Connait-on les causes d'arrêt des machines ?
Y a-t-il un goulot d'étranglement ?
Comment pourait être utilisés les temps morts de la machine et/ou de l'opérateur ?
Les outils nécéssaires sont-ils disponibles facilement ?
Les outils et les équipements ont-ils bien été prépositionnés pour faciliter le travail ?
2) Les Matières Premières, Pièces ou Sous-ensembles sur lesquels vous allez travailler
Sont-ils mis à diposition au bon endroit ? Au bon moment ?
Y a-t-il des problèmes de qualité amont ?
Le niveau de stock de pièces est-il adéquat ?
Rebuts et déchets ont-ils été éliminés au maximum ?
3) La disposition et l'aménagement du poste de travail
Les Manutentions ont-elles été réduites au maximum ? (nombre, distance)
A-t-on fait la meilleure utilisation de l'espace disponible ?
L'aménagement du poste de travail est-il adéquat ?
4) La Sécurité
Les méthodes utilisées sont-elles les plus sures ? les plus faciles ?
5) La Propreté et le Rangement
Faire un point sur l'application des 5S
6) Le Design du Produit
Un léger changement dans le design produit est-il susceptible
de faciliter les opérations de production ?
permettrait de réduire les temps de fabrication ?
7) Les Contrôles Qualité
Les contrôles effectués sont-ils bien nécessaires ?
8) Les Systèmes d'information
Les informations nécessaires arrivent-elles bien sur le poste de travail ?
Au moment voulu ?
"Ecrivez toutes les idées qui vous viennent à l'esprit (sans les approfondir à ce stade de la démarche)"
ETAPE 3 - DEVELOPPEZ UNE NOUVELLE METHODE
Afin de pouvoir développer une nouvelle méthode et proposer des suggestions d'amélioration, servez vous des réponses aux questions posées dans l'étape 2 et procédez comme suit (dans l'ordre).
Insérer tableau "Question-Develop"
31 - ELIMINEZ les détails non nécéssaires
Les réponses aux questions POURQUOI ? et QUEL est son but ? permettent d'identifier les opérations non nécessaires que l'on doit éliminer. Il ne faut conserver que les opérations strictement nécessaires. Nos éliminons des détails afin d'éviter l'utilisation inutile de main d'oeuvre, machines et matériels
32 - COMBINEZ les opérations chaque fois que cela est possible
Les réponses aux questions Ou ? Quand , et Qui ? sont les clés de la combinaison des détails nécéssaires.
Les possibilités de combinaison des détails sont souvent découvertes en trouvant la meilleure place, le meilleur moment et la meilleure personne pour faire chaque détail
Les détails sont combinés afin de réduire les contrôles et les manutentions entre les opérations
33 - REAMENAGEZ votre travail afin de définir une meilleure séquence des opérations à réaliser
Servez vous pour les points 32 et 33 des réponses aux questions Ou ?, Quand ?, Qui ?
34 - SIMPLIFIEZ toutes les opérations que vous avez conservé comme étant nécessaires
Rendez votre travail plus facile à exécuter et plus sûr
Prépositionnez les outils dont vous allez avoir besoin, les pièces et les sous-ensembles sur lesquels vous allez travailler au meilleur endroit sur le poste de travail
La réponse à la question COMMENT ? doit vous permettre de développer une meilleure méthode de travail
SIMPLIFIEZ! SIMPLIFIEZ toujours et encore !
"La simplification est le mantra du management du XXIe siècle." Jeff Immelt, chairman et CEO de GE - (Publié le 02 février 2016 à 15H30 – Usine digitale)
35 - TRAVAILLEZ VOTRE IDEE avec les autres
Avec votre hiérarchie ou vos collègues.
Echangez et travaillez avec les opérateurs concernés sur les idées nouvelles . C'est une démarche particulièrement importante. Les opérateurs ont souvent plus d'idées d'amélioration que la maitrise et l'encadrement et on ne les écoute pas toujours. L'encadrement ne doit pas déterminer seul les améliorations à faire puis imposer celles-ci, sans dialogue et participation, aux opérateurs. Personne n'aime cela, et en tout cas, pas les opérateurs. Par contre lorsqu'ils participent à l'élaboration d'une idée d'amélioration, ils en tirent une réelle satisfaction.
Un opérateur intéressé et satisfait est aussi important que l'idée d'amélioration en elle-même
36 - ECRIVEZ les suggestions et les nouvelles méthodes que vous proposez
Beaucoup d'idées nouvelles meurent avant d'être mise en oeuvre ou d'être écrites
Ecrivez exactement ce que la nouvelle méthode peut faire et comment elle peut être mise en oeuvre. Une proposition écrite est un résumé complet de l'amélioration proposée
37 - QU'EST-CE-QU'UNE SUGGESTION ?
Une sugestion est une proposition écrite visant à:
ELIMINER LESTACHES INUTILES
RENDRE PLUS FIABLES LES OPERATIONS EXECUTEES
AMELIORER LA SECURITE DANS LE TAVAIL
AMELIORER LE CONFORT DU POSTE DE TRAVAIL
REDUIRE LES COUTS
AMELIORER LA QUALITE
ELIMINER LES GASPILLAGES
REDUIRE LES DELAIS
AMELIORER LE REPECT DES STANDARDS
ETAPE 4 - APPLIQUEZ LA NOUVELLE METHODE
Une amélioration n'a de valeur que si elle est mise en oeuvre. Seule une application rigoureuse de l'étape 4 peut prévenir un echec de la mise en oeuvre d'une amélioration
41 - VENDEZ VOTRE PROPOSITION D'AMELIORATION A VOTRE SUPERIEUR HIERARCHIQUE
Afin d'obtenir son approbation pour effectuer un essai, en lui donnant un résumé - des faits seulement - de la proposition écrite d'amélioration. Attention au timing, choisissez le bon moment pour contacter votre supérieur hiérarchique !
Faites une comparaison avec la méthode actuelle et expliquez bien ce que votre proposition d'amélioratoin apportera et comment elle peut être mise en oeuvre.
42 - VENDEZ VOTRE PROPOSITION A TOUTES LES PERSONNES CONCERNEES
Au poste de travail précédant le vôtre (vos fournisseurs internes en quelque sorte)
Au poste de travail suivant le vôtre (votre client interne)
Aux autres opérateurs concernés. Peut-être qu'un seul opérateur a participé à la démarche, il faudra alors former les autres opérateurs travaillant sur ce poste (travail en 3x8 par exemple)
43 - OBTENEZ L'APPROBATION DES SERVICES QUALITE ET SECURITE
44 - INFORMEZ la Comptabilite Prix de Revient ou le service Contrôle de Gestion
45 - METTEZ EN OEUVRE l'amélioration proposée vous-même, sans attendre, chaque fois que cela est possible
Engagez la démarche d'approbation le plus vite possible: "L'attente tue plus d'idées que le manque de cervelle"
Reconnaissez le travail effectué par l'opérateur et félicitez le. Que l'encadrement ne s'attribue pas le seul mérite d'une amélioration.
"Appliquez votre nouvelle méthode jusqu'à ce que vous ayez développé une méthode encore plus performante"
